First, large sheets of glass are scored into a range of end-use sizes. Then, these individual lites of glass are edged on a vertical line and sent to a large industrial washer. Next, they either get laminated or bent.
At the laminating line, glass that has already been edged and washed gets washed again and fed into the lay-up room. Then, a glass “sandwich” is constructed with layers of glass and polyvinyl butryal, or PVB. This method can be modified to create colored, patterned or textured laminated glass. Once the sandwich is complete, it is trimmed and moved to a pre-heat oven, then a press, then another pre-heat oven and another press.
Finally, the entire sandwich assembly goes into an industrial autoclave, where it is de-aired and sealed under the heat and pressure of the vessel. Afterwards, trimming of excess PVB takes place before final quality checks are performed. The glass is then prepared for shipment.
Glass sheets have been curved or bent since ancient times. Today, an advanced computer-controlled roller hearth can process and temper even low-e coated glass in minutes. Before going into the roller hearth, the glass is finished, edged and washed. Once it moves to the hearth, it is pre-heated and rolled back and forth until the desired curve is imparted to the glass. Then, the glass is cooled and quenched to strengthen the curved glass.
Even curved glass can be laminated and constructed into insulating glass units (IGUs). In this process, the glass parts are tested and inspected for fit and carefully and carefully cleaned before a flexible foam spacer is applied and pressure clamped. Then, a secondary seal is applied and the IGU is air-cured and ready to ship.
]]> Glass has become one of the most popular building materials used today because it offers virtually unlimited aesthetic options, combined with outstanding performance. What ends up as large, sweeping glass panels in a high-rise office building, healthcare facility, school, or other construction project starts as a simple combination of sand, soda ash, limestone, dolomite and some other minor ingredients.
Glass has become one of the most popular building materials used today because it offers virtually unlimited aesthetic options, combined with outstanding performance. What ends up as large, sweeping glass panels in a high-rise office building, healthcare facility, school, or other construction project starts as a simple combination of sand, soda ash, limestone, dolomite and some other minor ingredients.
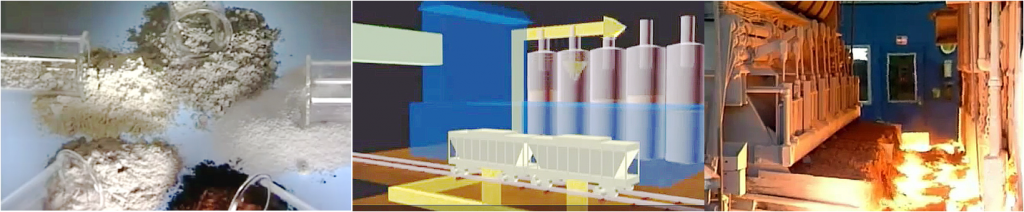 The glass making process commences in the batch house, which is where all of the incoming raw materials are offloaded on to a conveyer and sent to their respective storage silos. The actual batching begins when the raw materials are moved, weighed and mixed, and sent via a conveyor belt to the charging end of the melting furnace. The melting furnace is similar to an old fashioned brick baking oven, but much, much bigger.
The glass making process commences in the batch house, which is where all of the incoming raw materials are offloaded on to a conveyer and sent to their respective storage silos. The actual batching begins when the raw materials are moved, weighed and mixed, and sent via a conveyor belt to the charging end of the melting furnace. The melting furnace is similar to an old fashioned brick baking oven, but much, much bigger.
The batch materials are combined with cullet (which is crushed scrap glass) and melted to form liquid glass. Sand is the major ingredient in glass, and sand on its own typically doesn’t melt until it reaches a temperature of about 3,000 degrees Fahrenheit. However, when sand is combined with other raw matierals and cullet, it melts at a temperature well below 3,000 degrees Fahrenheit.
As the combination of batch materials enters the furnace, pre-heated air is pumped into the chamber by fans. The pre-heated air is then combined with jet streams of natural gas, which, in turn, produce torch-like flames that spew across the batch and cause it to react and melt in a matter of minutes.
The fining process is next. During this step, the bubbles that are formed during the melting process rise to the surface and escape into the chamber atmosphere. The glass then moves from the chamber through a canal into what is known as the float bath. The liquid glass floats as it hardens on a bath of liquid tin.
The glass moves under toothed wheels in the hot end of the float bath, which are known as stretch machines, to alter the thickness and width of the glass. In addition, heating elements above the stretch machines also control the glass thickness as it moves towards the exit.
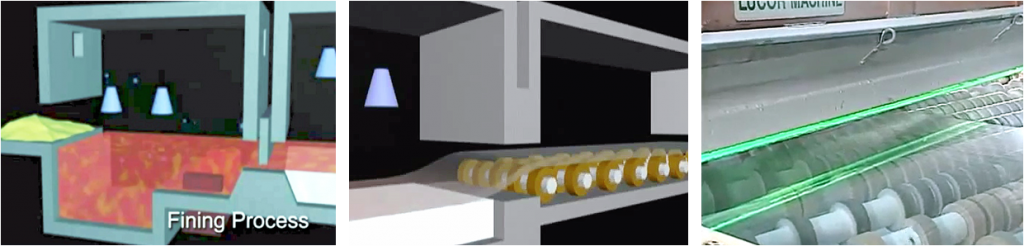 The next step is cooling, which occurs with a series of water coolers in the cold end of the float bath. The glass is then carefully lifted out of the liquid tin and on to conveyer rolls at about 1100 degrees and goes into the annealing lehr. The job of the lehr is to further cool the glass at a controlled rate in order to ensure proper stresses are put into the glass so it can be cut easily and accurately.
The next step is cooling, which occurs with a series of water coolers in the cold end of the float bath. The glass is then carefully lifted out of the liquid tin and on to conveyer rolls at about 1100 degrees and goes into the annealing lehr. The job of the lehr is to further cool the glass at a controlled rate in order to ensure proper stresses are put into the glass so it can be cut easily and accurately.
The glass comes out of the lehr at about 350 degrees Farenheit and is then further cooled towards room temperature by open air fans. The glass is then inspected for any flaws prior to cutting. Before cutting, the glass must also first pass under a machine that drops a special powder on the surface in order to provide separation between each piece of glass and stain prevention.
From Cutting to Low-e Coatings
we covered how glass starts as a simple combination of sand, soda ash, limestone and dolomite, moves to the batch house, enters the furnace, and then goes through the melting, fining, forming, annealing, and cooling processes.
The next parts of the glass making process are focused on cutting and shipping. Once the glass has been cooled and prepped, it is cut by first scoring it with carbide cutting wheels. The process starts by snapping it over a roller that acts as a fulcrum. The main line scoring equipment consists of slit cutters, which score the glass in the direction of the flow and the cross cutters that score the glass across the flow. After scoring, the glass remains as a continuous ribbon that enters the main line where the cross cutter scores are opened.
The glass, now in plate form, proceeds from the main line to the packing lines. The glass is transferred to the packing lines by a corner table, which is a belt and roll conveyer combination. After leaving the corner table, the glass enters the snapping conveyers where slit scores are opened. After the snapping conveyors, the glass is transferred one section at a time on to narrow conveyers. Pieces of glass that do not pass inspection are recycled through the cullet system.
Next, the glass moves on the conveyor to an automatic vacuum transfer module (VTM) system. Working like a vacuum cleaner, the glass is sucked off of the main conveyer and placed on to a finished stack. As the stack gets higher, an elevator table indexes downward in order to maintain a consistent drop in the glass. Once complete, the elevator table is lowered and the completed rack is moved aside and replaced with an empty one.
The final step in the process involves placing the glass in the Magnetron Sputter Vacuum Deposition (MSVD) chamber where a low-e coating is applied to the glass. In this step, the glass is rolled into the vacuum chamber where microscopic minerals, mainly silver, are bonded on to the glass surface. A final quality inspection is performed and the glass is then stacked and wrapped, moved to shipping and sent out the door.
]]>Insulating glass units are designed to keep buildings warmer in the winter and cooler in the summer. A standard IGU consists of two lites of glass with four surfaces.For greater levels of insulation, three lites of glass can be used.
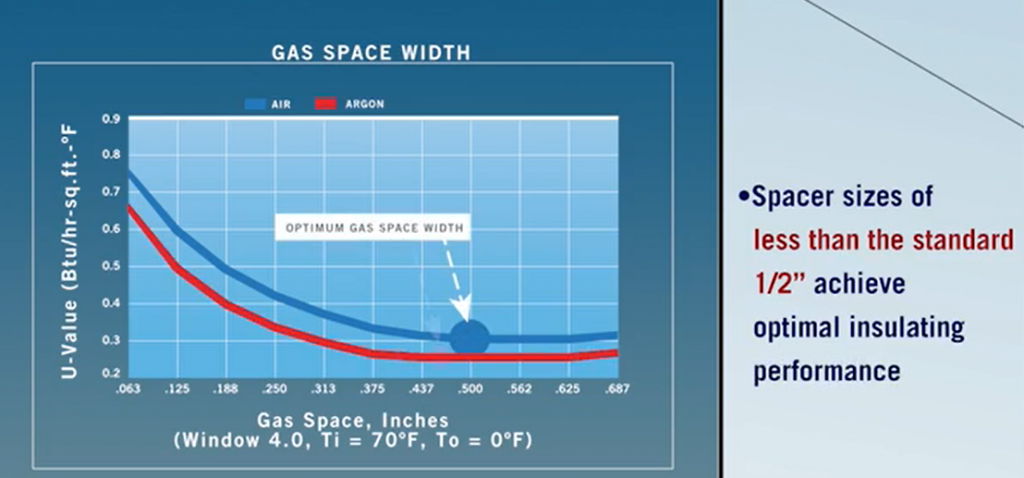
The performance of an IGU can be further enhanced by adding low-e coatings and filling the space between the lites with a noble gas such as argon or krypton. These gases are denser than air and reduce the amount of heat transfer through the IGU.
When 90 percent argon gas-fill is used in a low-e IGU instead of air, the window’s insulating value can be improved by up to 16 percent. Krypton can improve the insulating value in a low-e IGU by up to 27 percent.
However, even with that performance differential, gas-filled IGUs are more practical for residential windows than for large commercial buildings. Unlike homes, large commercial buildings can save the most energy by preventing solar heat radiation from even entering the building because by doing so it helps contain air conditioning costs. It’s for this reason that commercial glass design focuses more on reducing the Solar Heat Gain Coefficient than on increasing insulating properties.
Another reason gases aren’t typically recommended for commercial applications is the risk for gas leakage. The partial pressure differentials between the air outside and the gas inside cause both argon and krypton to naturally escape an IGU. Even when an IGU is perfectly constructed, the gas will escape at a rate of about one percent per year, and that rate is much faster when the IGU is poorly made.
As the gas leaks out, the IGU loses insulating performance, and, since air doesn’t backfill into the IGU, the two lites of glass begin to collapse into the center of the unit, which can cause the glass to look distorted or even break. This can be a major problem on a commercial building especially if it has an all-glass curtain wall construction.
In addition, while argon gas is relatively cheap, it can result in a slower cycle time in fabrication, which also adds to increased costs. And, while Krypton performs much better than argon, it can be very expensive—up to 1,000 times more than Argon. Krypton also has the same added fabrication time and costs that you find with Argon. Furthermore, there’s no easy way to measure the gas fill after installation to know if it’s even in the IGU and at the correct fill percent.
Finally, both argon and krypton achieve optimal insulating performance in spacer sizes less than the standard 1/2 inch, making it impractical to specify commercial IGUs in these thicknesses.
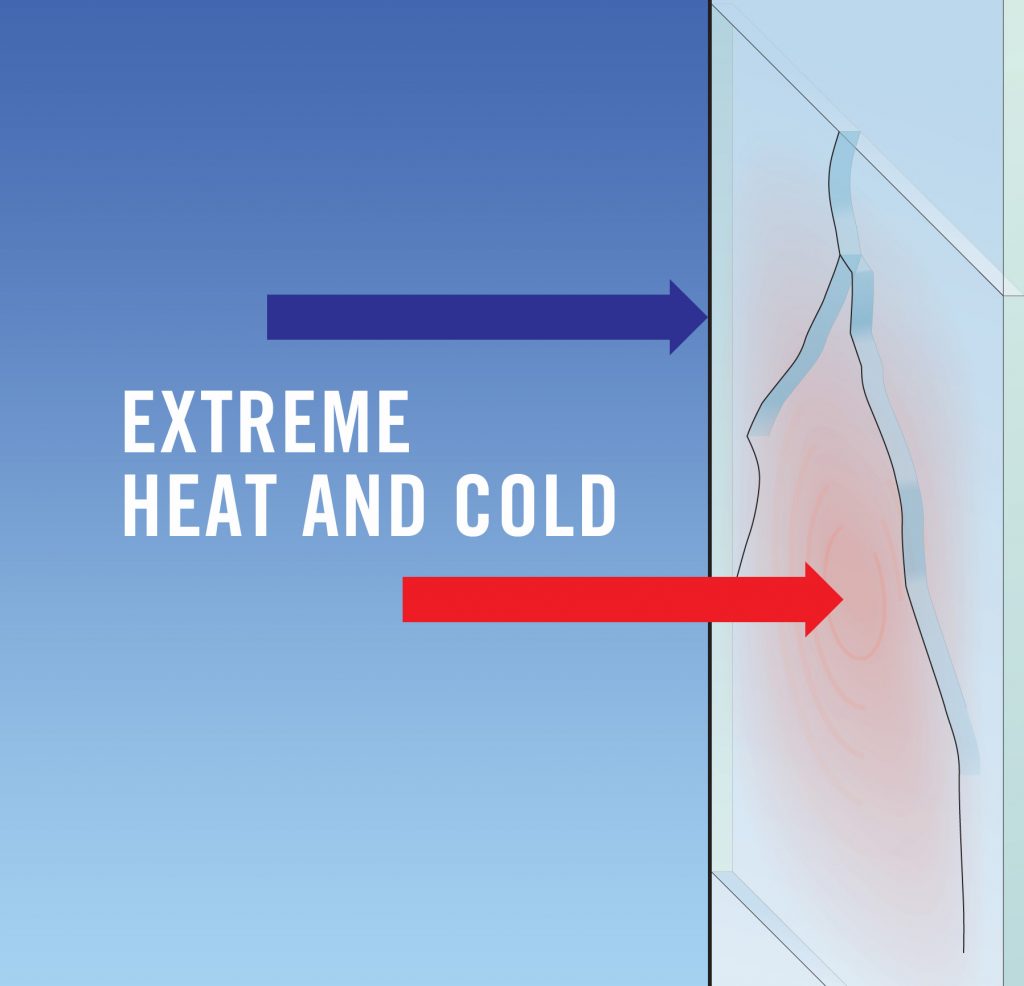
While aesthetically versatile, along with offering outstanding performance, working with glass does come with some special considerations. This is especially relevant in commercial architecture, where it’s common to specify large glass panels to achieve a dramatic look. A thermal stress break is one such issue.
A thermal stress break occurs when the center of the glass in a window unit becomes hotter than the edge of the glass that is inside the framing and the center expands. The resulting tensile stress placed on the glass edges can exceed the strength of the glass causing the glass to break at a 90-degree angle in from the edge.
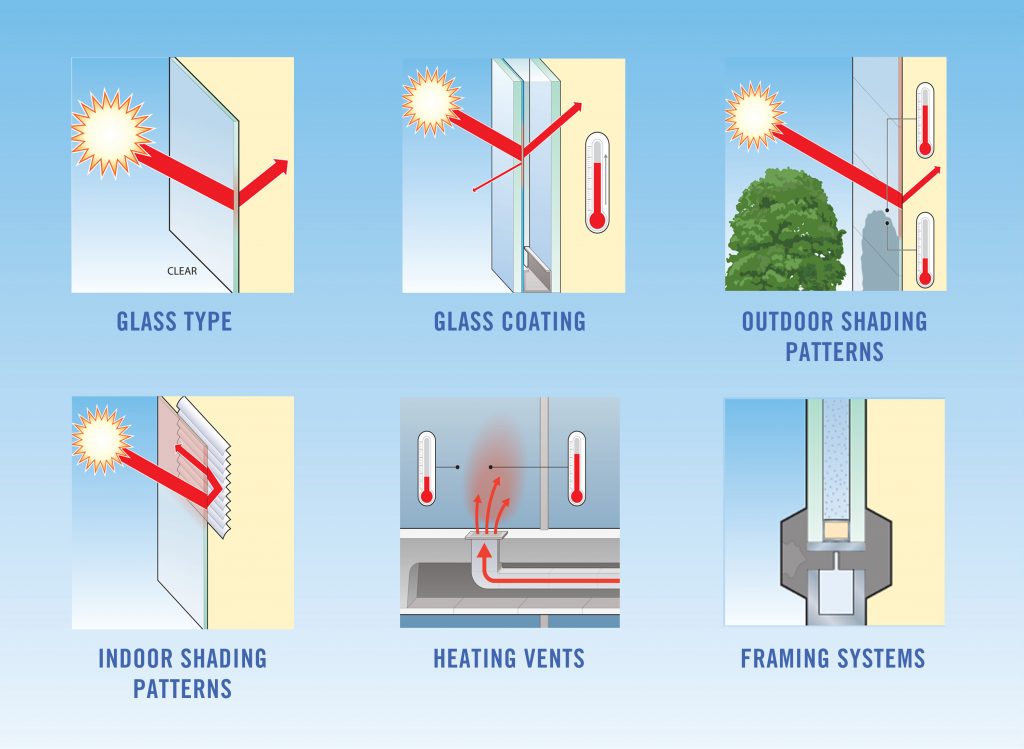
Other factors that can impact glass and its ability to resist a thermal stress break include:
- Glass Type: Glass is available in a wide range of colors – from ultra-clear to the deepest gray tint. Tinted and spectrally selective glasses absorb solar radiation and heat up – and this absorption makes tinted glasses more susceptible than clear glasses to break due to thermal stress.
- Coating Type and Location: Reflective and low-e coatings both reflect and absorb solar radiation, and depending on their surface location in an IG, they can increase the amount of solar radiation absorbed by the outer (or inner) pane of glass and change the associated thermal stress risks.
- Outdoor Shading Patterns: This is one of the most dynamic elements since shading patterns vary seasonally. One way to deal with this factor is to minimize locations within your project where less than 50% of the glass panel is covered with shade – this will help avoid temperature gradient extremes.
- Indoor Shading Devices: Just as outdoor shading patterns can impact the thermal load put on glass, indoor shading devices, such as blinds or drapes, also can increase the temperature of the glass. This occurs when the blind or shade reflects the solar radiation back through the glass, reducing the convection and conduction of the heat away from the glass.
- Heating Register Location and Orientation: In any building, the registers need to be placed carefully in order to ensure that warm air isn’t being directed at the glass, which can cause the glass to heat up and lead to breakage.
- Framing System: Look for a framing system that has a low heat capacity as one more way to minimize the chance of a break.
]]>
There are two different types of heat treated glasses – heat-strengthened and tempered. The similarities between the two include:
- Production using the same processing equipment.
- Heating the glass to approximately 1,200 degrees F, then force-cooling it to create surface and edge compression.
The differences between the two glasses are as follows:
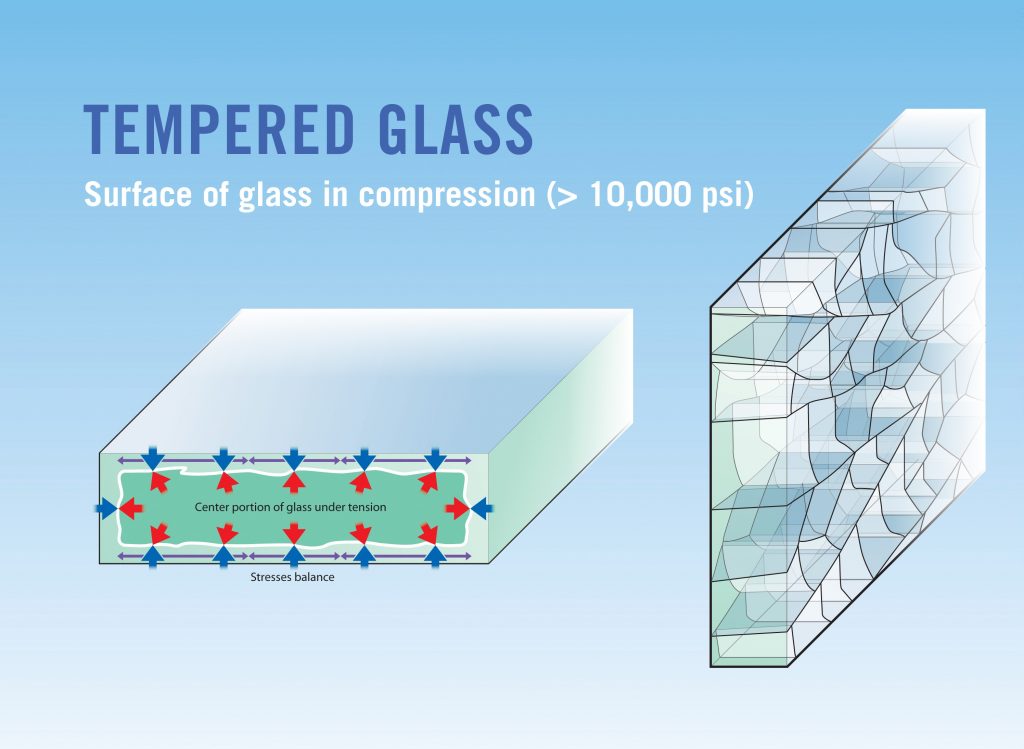
- With tempered glass, the cooling process is accelerated to create higher surface compression [the dimension of force or energy per unit area] and/or edge compression in the glass. It is the air-quench temperature, volume, and other variables that create a surface compression of at least 10,000 pounds per square inch (psi). This is the process that makes the glass four to five times stronger and safer than annealed or untreated glass. As a result, tempered glass is less likely to experience a thermal break.
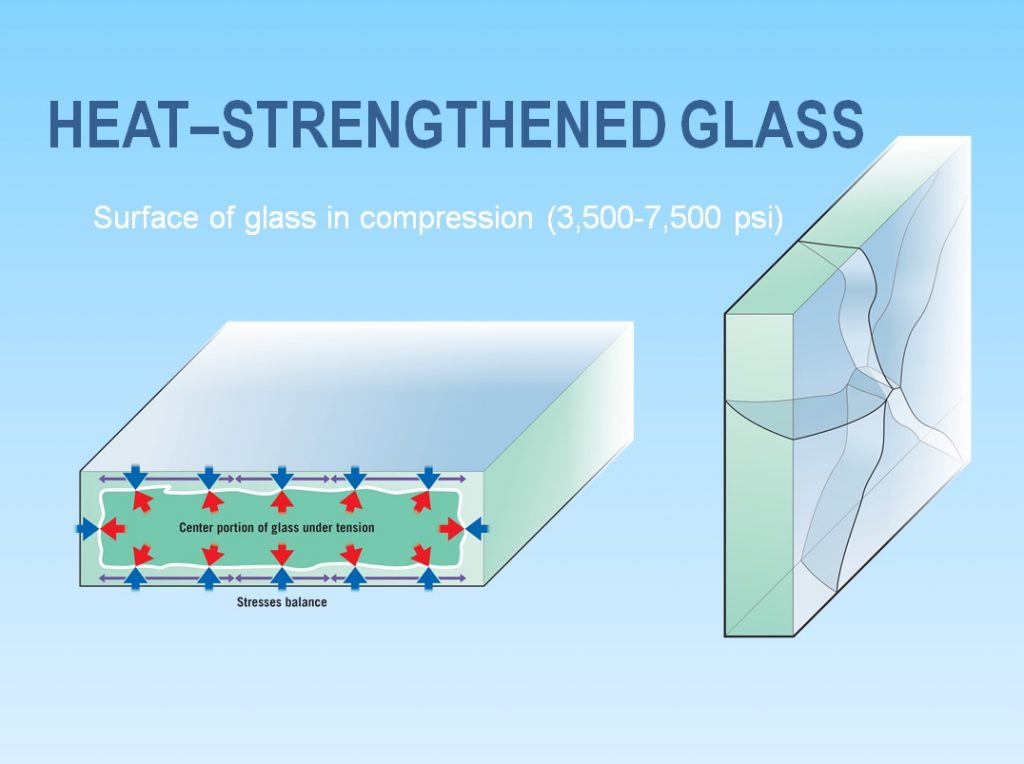
- With heat-strengthened glass, the cooling process is slower, which means the compression strength is lower. In the end, heat-strengthened glass is approximately twice as strong as annealed, or untreated, glass.
The industry standard specification requirements for heat treated or tempered glasses are ASTM C1048. For heat-strengthened glass – the requirement is a surface compression of 3,500 to 7,500 psi with no requirement for edge compression. Fully tempered glass will have either a minimum surface compression of 69 MPa (10,000 psi) or an edge compression of not less than 67 MPa (9,700 psi).
Safety glazings are typically specified to provide security or to keep occupants safe wherever there is the potential for broken glass to hurt people if it becomes a projectile, such as in a fire, explosion, tornado or hurricane.
Heat-strengthened glass is typically specified when additional strength is needed to resist wind pressure, thermal stress or both and the additional strength or safety break pattern of fully tempered glass is not required. Another advantage of heat-strengthened glass is that when broken, the glass fragments are more similar in size and shape to annealed glass fragments and thus tend to stay in the opening longer than fully tempered glass particles. Although heat-strengthened glass is NOT a safety glazing by building code, this breakage pattern prevents the glass from falling and injuring someone.
Safety glazing is fully tempered glass that meets the requirements of the safety glazing standard CPSC 16 CFR 1201 or ANSI Z97.1, or both. Safety glazing, when broken, fractures into relatively small pieces, thereby greatly reducing the likelihood of serious cutting or piercing injuries in comparison to ordinary annealed glass. For some applications, such as glass in doors, tub and shower enclosures and fixed glass in close proximity to a walking surface, fully tempered safety glass is required by building codes and ordinances. Fully tempered safety glass is often used for other applications where its strength and/or safety characteristic are desirable, such as table tops, counter tops, showcase enclosures, refrigeration and food service equipment, furniture and similar applications. Fully tempered glass also is used in applications when significant additional strength is needed to resist wind pressure, thermal stress or both.
However, because of this break pattern, tempered glass is much more likely to fall from the glazing system immediately upon breakage. It’s essential for design professionals to consider this when selecting a safety glass. If it’s important for the glass to stay anchored in the glazing system, another form of safety glass, such as laminated glass, should be considered.
With both heat strengthening and tempering, distortion is a possibility. Optical image distortion occurs in glass for many reasons, including glazing pressure, wind load, temperature and barometric pressure changes – or even changes in altitude between where a glass is made and where it is installed. Because of its fluidity at higher temperatures, glass also is inherently susceptible to roller wave, bow and warp while it is being heat-treated.
That’s why doing full-scale mock-ups under job-site conditions is recommended to evaluate the optical aesthetics of a specific heat-treating process. In addition, the following tips are suggested in order to minimize the potential impact of glass distortion that is inherent with heat-treating processes:
- Produce all heat-treated glass for a given project on the same equipment, using the same processing parameters
- Glass distortion may also occur due to strain patterns in heat-treated glass or interference fringe patterns in the fabrication of insulating glass units.
- Use thicker glass, as it is less prone to distortion
- Orient heat-treated glass so that roller wave [the periodic wave imparted to glass during heat-treatment, measured by the peak-to-valley distance] is parallel to the window sill/header.
While there is no industry standard to quantify permissible heat-treated glass roller wave, a tolerance of 0.005 inches is often specified. PPG recommends using a millidiopter specification, if it is available, instead.
Safety is a prime consideration when determining the type of heat treating process necessary for a project. Deciding whether to use heat strengthened or tempered glass depends on the specific application. For example, heat-strengthened glass can be selected for applications that do not specifically require a safety glass product; and tempered glass should be used wherever safety glass is a requirement.
]]>
Coatings are thin layers of metal applied to glass to improve solar performance. The first coatings utilized on building facades were reflective coatings which provide a mirror-like appearance and reduce solar heat gain by reflecting the sun’s energy away from the building.
Today, the most popular coatings applied to glass are low-emissivity (Low-E) coatings. Coatings with low-emissivity properties have low heat transfer properties and offer higher light transmission than traditional reflective coatings.
Coating technology has grown rapidly over the past decade, nowadays we can see wide range of coating products in the market. Coatings can be applied to clear or tinted glass substrates. In addition, a silk-screen pattern can be applied to the same surface as the coating for excellent solar performance and appearance.
Appearance and Performance
The specific coating needed for a given project is typically dictated by a required solar performance or a desired appearance. Talk to one of our staff for more information.
Surface Designation
When describing glass products there are industry standard recommended surface designations. Each ply of glass has two surfaces. The surface facing the exterior of the building is referred to as surface #1, the back of this glass ply is surface #2. For glass units with multiple glass plies, there could be 6 or more surfaces. Shown here are a few examples:
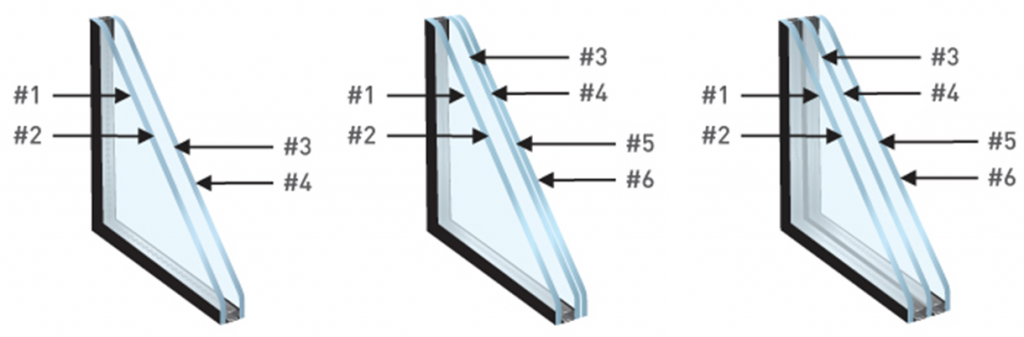
For cooling dominated buildings, the best solar performance is achieved when the coating is applied to the #2 surface, therefore Viracon coatings are located on the #2 surface.
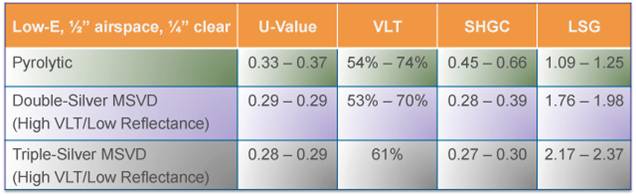
There are actually two different types of low-e coatings: passive low-e coatings and off-line low-e coatings. Most passive low-e coatings, are manufactured using the pyrolytic process – the coating is applied to the glass ribbon while it is being produced on the float line, the coating then “fuses” to the hot glass surface, creating a strong bond, or “hard-coat” that is very durable during fabrication. Finally, the glass is cut into stock sheets of various sizes for shipment to fabricators. Passive low-e coatings are good for very cold climates because they allow some of the sun’s short-wave infrared energy to pass through and help heat the building during the winter, but still reflect the interior long-wave heat energy back inside.
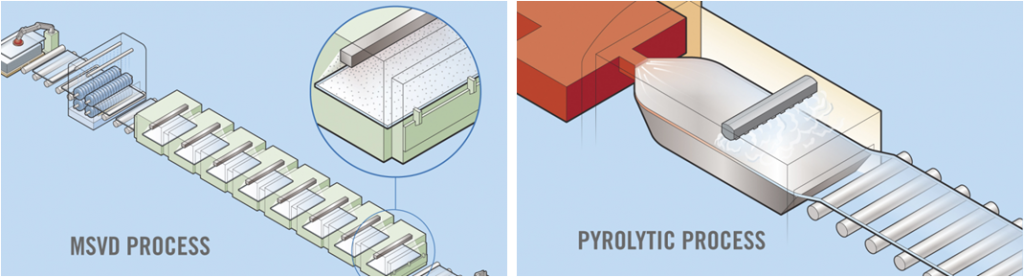
Most solar control low-e are manufactured using the MSVD process – the coating is applied off-line to pre-cut glass in a vacuum chamber at room temperature. This coating, sometimes referred to as a “soft-coat,” needs to be sealed in an IG or laminated unit and has lower emissivity and superior solar control performance. Over the years the technique of ‘temperable’ soft-coat low-e has become mature and widely used in projects worldwide. This enables manufacturers to better control lead time and greatly shorten replacement timeframe.
That being said, the best performing solar control coatings are MSVD and are ideal for mild to hot climates that are more dominated by air conditioning use in commercial buildings.
Today’s reflective glasses have evolved and now feature varying levels of reflectivity that create a wide range of aesthetics. The mirror box effect is definitely a thing of the past! Below are some key benefits to designing buildings with reflective glass:
 Color: Tinted, reflective architectural glasses offer better harmonization with spandrels, metal panels, extrusions and other building materials. This color enriched glass transmits generous levels of visible light and offers color neutrality, which also enhances the tint of the glass substrate underneath the reflective coating. Today, reflective glasses can also include low-e coatings.
Color: Tinted, reflective architectural glasses offer better harmonization with spandrels, metal panels, extrusions and other building materials. This color enriched glass transmits generous levels of visible light and offers color neutrality, which also enhances the tint of the glass substrate underneath the reflective coating. Today, reflective glasses can also include low-e coatings.- Visibility: Reflective glass also has a special metallic coating that makes it possible to see out, while preventing people from seeing in, in order to preserve privacy during the day. In addition, reflective glass makes it possible to hide computer wires, vents, fans, HVAC components and other building mechanicals.
- Glare Control: Reflective glass also impacts visible light transmittance (VLT). Reflective glass allows just the right amount of natural light into a building, while at the same time reduces glare and the need for window blinds and other interior shading devices. In addition, reflective solar control glass reflects a portion of incoming solar radiation, which limits heat penetration into the building and can potentially lower HVAC usage.
- Exterior Appearance: Reflective glass provides a bold, crisp exterior appearance, along with a dynamic building surface that changes to reflect the color of the sky, the passing of clouds and the different times of day.
Improvements in manufacturing, and enhanced energy efficiency from high performance, low emissivity coatings and spectrally selective tinted glass have made specifying large glass units easier and easier. However, while it’s gotten easier, there are several factors that need to be considered in order to ensure a successful project when specifying large insulating glass units.

- Wind Load: Heat treating helps with wind load, but it doesn’t help with the center of glass deflection. Deflection occurs when the glass physically bows into or out of the building because of positive and negative wind loads. Excessive deflection may cause discomfort and/or concern the occupants of the building, and could potentially result in loss of edge support of the IG.
- Thermal Stress: A thermal stress break is a possibility with glass and that’s especially true with large panels. A thermal stress break occurs when the center of the glass becomes hotter than the edge of the glass that expands – and the resulting stress then exceeds the strength of the edge. Because of the long perimeter of the edge, large IGUs have an even greater risk for thermal stress breaks. The most likely time of day for a thermal break to occur is at sunrise. This is because during the night, the glass panel becomes cool, then when the sun comes up and hits the glass, the glass warms up quickly, which puts stress on the cooler edges. To ensure a large glass unit will perform under the anticipated thermal loads,.
- Heat Treating: With units of this size, chances are that the glass will need heat treating. However, while heat treating makes glass more resistant to wind loads and thermal stress, it also increases the chance of distortion.
- Fabrication: Large glass units can be tough to handle during fabrication. Large pieces of glass are simply more difficult to manage through the fabrication process than smaller ones. In addition, larger glass units tend to have more issues with spacers and seal ruptures, distortion and damage within the sealed air cavity.
Weight: Large glass units are HEAVY– and that weight increases the chance of damage during fabrication, handling and glazing. One way to help prevent damage includes making sure that both the glazing contractor and the glass fabricator have the proper capabilities, equipment (such as lift assist equipment/cranes/etc.), and experience in handling large IG’s.
Field Issues: Large glass can be extremely unwieldy, and that means the people working with it have to be extra careful to prevent it from breaking or damaging the edges and from being exposed to temperature extremes, which can also cause breakage. It’s essential that the glazing contractor working on the project put safety first, including having enough people, the right equipment on hand to prevent injuries, and experience in working with large IGs.
Glazing: Large glass units require a glazing system that is specifically designed for these types of units because the system needs to be able to support the heavy weight of the glass. This is also where cost and budget come into play. Different glazings have different costs – you have to weigh the cost of a particular glazing versus the benefit it provides.
]]>While nickel sulfide breaks are extremely rare, it’s still very helpful to understand how spontaneous breakage due to nickel sulfide can sometimes occur.
When glass goes through the tempering process, it becomes four to five times stronger than standard annealed glass, making it great from a safety perspective. However, nickel sulfide stones that can form during the production of float glass due to nickel contamination, can end up in the center tension zone of tempered glass. When that piece of tempered glass is later exposed to varying temperatures in its final installed position, this tiny stone – which can measure from 0.003 to 0.015 of an inch in diameter – may grow in size, and cause the glass to shatter for no apparent reason.
Again, while a nickel sulfide stone is one potential reason for spontaneous glass breakage, there is almost always a more common explanation, such as glass edge or surface damage from handling and glazing, building or framing system movement, or poor engineering.
There are several facts to keep in mind about nickel sulfide and its role in glass breakage:
- Spontaneous breakage caused by nickel-sulfide stones occurs only in tempered glass, not in annealed or heat-strengthened glass. For this reason, kingglass recommends heat-strengthened glass whenever heat-treated glass is needed, except where building codes require a safety glazing.
- There is no known technology that completely eliminates the possible formation of nickel sulfide stones in float glass. And because nickel sulfide stones are so small, there is no practical way to inspect their presence in float glass.
- ASTM guidelines permit blemishes, including nickel sulfide stones, of between 0.020 and 0.100 of an inch depending on glass size and quality level…much larger than the typical nickel sulfide stone size.
- Most North American glass makers have controls that greatly reduce the likelihood of nickel sulfide formation. At kingglass, we don’t use nickel in any of our primary batch formulations and our glass plants use magnetic seperators. In addition, nickle bearing metals are banned from all of our operations.
- Heat-soaking after fabrication may destroy some flawed glass panels, but the procedure does not guarantee 100 percent elimination of nickel sulfide inclusions. In addition, the heat-soaking procedure can increase costs, cycle times and scrap rates.
- 1. How is glass made?
1. How is glass made?
Almost all glass produced today in the developed countries is done so by the “float process”. The glass composition materials, mainly silica sand, soda ash and limestone, are melted in a furnace and then flowed on to a bath of molten tin. The glass is formed and gradually cools as it moves from the tin bath to an annealing lehr, which is a controlled cooling chamber. As it moves through this process, the glass is in the form of a continuous ribbon, which is cut to size and packaged at the final stage.
- 2. What are the most common types of glass?
2. What are the most common types of glass?
All float glass as it is initially made in the above description is called annealed and is the most common. Float glass is made in a variety of colors or tints, in addition to basic clear glass. Annealed glass, the starting point can be further fabricated in many ways. Coatings of various types can be applied to achieve many visual effects and affect the optical properties. In addition the glass can be heat treated to increase its strength and give it safety glazing properties. Glass can be put into an insulating glass unit, meaning two or more pieces of glass are separated by a dry air space to improve the insulating properties.
- 3. What is the best glass product for the sunbelt areas of the country?
3. What is the best glass product for the sunbelt areas of the country?
Proper window design in the south must account for solar heat gain in order to help reduce air-conditioning. Therefore glass products should have a low solar heat gain coefficient or low shading coefficient; the u-value, or insulating performance is of lesser importance.
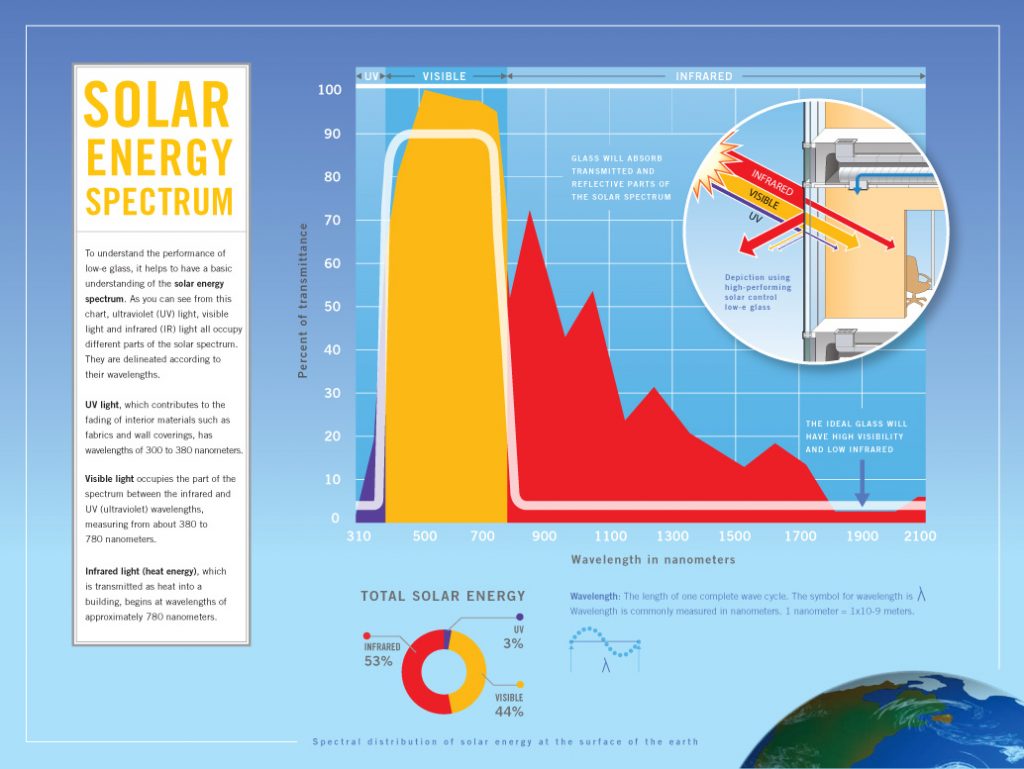
- 4. What is the difference between long wave and short wave infrared?
4. What is the difference between long wave and short wave infrared?
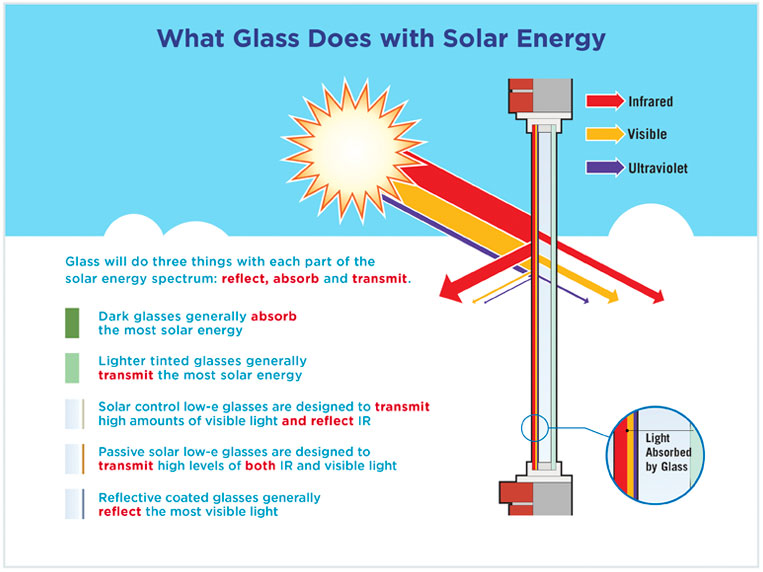
- Short wave infrared energy comes directly from the sun but is not felt as heat. It converts into heat when it strikes something.
- Long wave infrared is the heat radiated from an object which has received short wave radiation, for example, a hot automobile dashboard or a hot sidewalk or roadway where you can often see heat radiating from the surface.
- 5. What are the Shading Coefficient and the Solar Heat Gain Coefficient?
5. What are the Shading Coefficient and the Solar Heat Gain Coefficient?
These terms are mathematically related and both describe the solar energy blocked from passing through a glass material. The shading coefficient is the ratio of solar energy that passes through a piece of glass relative to piece of 1/8” clear glass (which has a shading coefficient of 1.0). Solar heat gain coefficient represents the solar gain through the glass relative to the incident solar radiation; it is equal to 86% of the shading coefficient. In either case, a lower number indicates improved solar control over the 1/8” clear glass baseline.
- 6. What is better, a high or low shading coefficient?
6. What is better, a high or low shading coefficient?
In colder, heating-dominated climates such as Canada or northern US, windows with higher shading coefficients generally are preferred and conserve energy. This is because in the longer heating season, more solar radiation, which becomes “free” heat is allowed to pass into a home.
In the south, with a long air-conditioning season, it is most important to reduce solar gain and therefore reduce air conditioning loads.
- 7. Does long wave infrared energy only come from the sun?
7. Does long wave infrared energy only come from the sun?
Any heat source, such as furnace or engine which consumes and combusts fossil fuel, release long wave energy. Any object, like a sidewalk or road or windowsill, which has been exposed to short wave solar radiation will also emit long wave infrared energy. Therefore, the sun is not responsible for long-wave infrared energy; it provides short-wave solar radiation.
Safety Glass FAQs
- 1. What is safety glazing?
1. What is safety glazing?
Glass is a breakable material, which when broken into smaller sharp pieces often called shards can cause serious injury. Safety glazing material, usually tempered glass or laminated glass, reduces the risk of injury. This is accomplished in the case of tempered by the characteristic break pattern-many small pieces, and by the adhesion of the glass pieces to the inner plastic layer in the case of laminated glass.
- 2. What is security glazing?
2. What is security glazing?
Security glazing products usually involve multiple layers of glass, and in some cases acrylics, usually laminated, in order to achieve maximum impact resistance from explosions, ballistic assaults and even simple forced entry. There is a wide range of such specialty glass products.
- 3. What are the U.S. Standards for testing safety glazing materials?
3. What are the U.S. Standards for testing safety glazing materials?
ANSI Z97.1 and CPSC 16CFR, Part 1201.
- 4. Where should safety glazing be used?
4. Where should safety glazing be used?
The Federal safety glazing law stipulates that safety glazing be used in architectural applications ( homes and buildings ) in defined hazardous locations. Generally the hazardous locations include doors, immediately adjacent sidelites, bath and shower enclosures and glazing adjacent to passages where there are walking surfaces adjacent to the glass and the bottom edge of the glass is within 18” of the floor. In addition to the Federal law, various local code authoritites have additional requirements.
- 5. Are there special safety glazing requirements in overhead glazing?
5. Are there special safety glazing requirements in overhead glazing?
Many local building codes mandate special considerations for overhead glazing. It is common to require and use tempered glass in residential overhead applications. Laminated, often heat-treated glass is commonly required in commercial building applications. Often, when tempered glass is allowed in commercial building, some form of restraining screening is also required below the glass.
- 6. How is safety glazing marked for identification?
6. How is safety glazing marked for identification?
The Federal safety glazing law requires that all safety glazing products have a permanently identifiable marking on each piece. This marking cannot be removed without damaging or breaking the glass and is generally located in one of the corners of each piece.
Low-E Glass FAQs
- 1. Can you use PPG Low-E glass in a single-glazed window?
1. Can you use PPG Low-E glass in a single-glazed window?
Sungate® 400 coated glass and Solarban® 60, Solarban® 67, Solarban® 70XL, Solarban® 72, Solarban® Z50, and Solarban® R100 coated glasses must be used only as a component of a sealed insulating glass unit.
In addition, all Low-E coated glasses yield their best energy performing characteristics when used in a sealed insulating glass units.
- 2. Is it better to have the coating on the #2 or #3 surface of an insulating glass unit?
2. Is it better to have the coating on the #2 or #3 surface of an insulating glass unit?
The answer to this question is really dependent on the specific design conditions of your application. The light transmittance and the U-value of the unit will be the same whether the coating is on the #2 or #3 surface; however, the Solar Heat Gain Coefficient will be lower when the coating is on the #2 surface.
In general, if you are concerned about reducing solar heat gain (typically in a cooling climate), then using the coating on the #2 surface would best meet the requirement. On the other hand, if you are interested in utilizing passive solar heat gain (typically in a heating climate), then using the coating on the #3 surface would best meet the requirement.-
- 3. What are the differences between PPG Low-E coated glass products?
3. What are the differences between PPG Low-E coated glass products?
PPG manufactures a variety of low-e coated glasses using two different manufacturing processes. The following table identifies the PPG product and associated manufacturing process.
PPG Low-E Coated Glass Products Product Manufacturing Process SUNGATE 400 Coated Glass MSVD SOLARBAN Z50 Coated Glass MSVD SOLARBAN 60 Coated Glass MSVD SOLARBAN 67 Coated Glass MSVD SOLARBAN 70XL Coated Glass MSVD SOLARBAN 72 Coated Glass MSVD SOLARBAN R100 Coated Glass MSVD In the Pyrolytic manufacturing process, the coating is applied to the glass ribbon while it is being produced on the float line and the coating then “fuses” to the hot glass surface. The glass is then cut into stock sheets of various sizes for shipment to fabricators. For pyrolytic coatings, Sungate® 500 and 600 coatings are very durable, both mechanically and chemically. And, while Sungate 500 and 600 coated glasses offers reduced emissivity and some solar control, they do not perform quite as good as PPG’s MSVD.
In the MSVD (Magnetic Sputtering Vapor Deposition) process, the coating is applied to pre-cut glass (usually in stock sheets for further fabrication) in a vacuum chamber at ambient plant temperatures. MSVD coatings such as Sungate® 400 and Solarban® 60 Low-E glasses offer lower emissivity and superior solar control versus pyrolytic. However, MSVD coatings are not as durable as pyrolytic coatings, either mechanically or chemically, and must always be used as a component of an insulating glass unit with the coating located within the sealed airspace.
- 4. Do all Low-E coated glasses look the same?
4. Do all Low-E coated glasses look the same?
No, they do not. Color differences between various low-e coatings are due to the use of different coating materials, the thickness of the various coating layers, as well as differences in manufacturing processes.
- 5. Can tinted glass be used with Low-E glass?
5. Can tinted glass be used with Low-E glass?
Yes it can. Tinted glass can be used as the outdoor lite in an insulating glass unit, with PPG Low-E as the indoor lite. The low-e coated glass improves the insulating properties of the insulating glass unit, while the tinted glass reduces the influx of solar energy through the insulating unit.
- 6. How effective is tinted glass with PPG Low-E coatings?
6. How effective is tinted glass with PPG Low-E coatings?
- Tinted glass is very effective when used in conjunction with PPG Low-E glass. This combination will reduce excess heat gain and lower cooling costs.
- The tinted glass reduces the amount of excess heat gained on east, west, and south exposures
- Tinted glass can provide improved glare control, if needed.
Glass Staining and Cleaning
Staining
Glass is generally resistant to chemical attack and other degradation. It is inert to most acids, except hydrofluoric and phosphoric.
Typical glass problems on buildings would be:
• Alkalis leaching from concrete, mortar, plaster and gravel onto glass can cause staining and etching
• Hard water, high in calcium concentrates, which are allowed to continually run on the glass
• Deterioration of labels and protective films when left on the glass for prolonged periods
• Pitting of the glass, mainly due to weld splatter (in the form of black specs on the glass), improper sandblasting on site or wind blown debris
• Abrasions to the glass surface by using harsh, powder based cleaning products• Scratches or spalling caused by the
improper removal of plaster, paint, varnish or mortar splash
• A white staining effect which occurs when condensation repeatedly forms and dries on the glass, which in turn can cause surface decomposition
• Iridescence or the oil-stain image is a direct result of the wet-dry action of condensation or water on, or between the glass(es)
The only practical remedy for glass that is badly damaged by scratches, weld splatter, sandblasting, etching and even damaged edges is full replacement.
Cleaning
For cleaning purposes use a soft, clean grit-free cloth and water with a mild detergent. Thoroughly wash off any detergent residue with clean water. Do not under any circumstances use any form of abrasive cleaner as this may cause damage to the glass. Do not allow any metal or hard parts of squeegees or other cleaning equipment to contact the glass surface. Metal scrapers should not be used. Special care should be taken when cleaning coated reflective surfaces.
Care and Storage
Glass quality can be maintained and risk of damage minimised by following some simple guidelines in storing and handling. Storage areas should be clean and dry with a good circulation of cool dry air, particularly after periods of high humidity to avoid wet-dry staining. Interleaving material should be used at all times, if possible with ‘lucite’ or ‘colacryl’, which contains adipic acid which acts as a stain inhibitor.
Store glass on even surfaces in areas not subject to heavy traffic or overhead debris. Where glass has been received in a wet condition, it should be unpacked, dried and re- stacked with separators that allow airflow between the panels.
Glass should always be stacked at an incline of 4 degrees from the vertical. Thick glass, tinted glass, insulated glass (IG) units and reflective glass should be stored out of direct sunlight to avoid any risk of thermal breakage. IG units must not be rotated or ‘cartwheeled’ over their corners.
Always use clean dry suction cups and do not use glass with severely vented or damaged edges.
